





Fallstudie zum Entsalzungs- und Entfärbungsprozess von Sunresin Xylitol
1. Natürlicher Süßstoff: Xylitol
Xylitol ist ein natürlicher Süßstoff, der schwer zu gewinnen ist, aber viele Vorteile bietet. Es handelt sich um eine organische Verbindung aus Finnland, die aus Pflanzen wie Birken, Eichen, Maiskolben und Zuckerrohrbagasse gewonnen wird. In der Natur ist Xylitol weit verbreitet und kommt in verschiedenen Früchten, Gemüsesorten und Getreide vor, allerdings in geringen Konzentrationen.
Es ist ein Zwischenprodukt im normalen Kohlenhydratstoffwechsel und eignet sich daher hervorragend als Zuckerersatz für Diabetiker. Xylitol hat viele Funktionen, darunter Süßung, Verbesserung der Lebergesundheit, Kariesvorbeugung, Unterstützung der Gewichtsabnahme und Stabilisierung des Blutzuckerspiegels. Es kann als Zuckerersatz im Haushalt verwendet werden, um Diabetes und Fettleibigkeit durch übermäßigen Zuckerkonsum vorzubeugen.
2. Upstream- und Downstream-Industrieanwendungen von Xylitol
Die Xylitol-Produktionskette ist relativ einfach. Die Rohstoffversorgung basiert vor allem auf polysaccharidreichen landwirtschaftlichen Abfällen wie Maiskolben, Weizenstroh und Baumwollsamenschalen sowie Mikroorganismen, Enzymen und anderen Quellen. Die Midstream-Industrie besteht aus Xylitol-Herstellern und -Lieferanten, während die Downstream-Verwender vor allem in der Lebensmittelverarbeitung, der Pharmaindustrie, der Chemieindustrie und anderen Branchen zu finden sind. Im Downstream-Markt wird Xylitol hauptsächlich in Süßwaren verwendet, wobei verschiedene Süßwarensorten 78,65 % des Marktes ausmachen. Im globalen Xylitol-Kaugummi-Sektor belegt es mit einem Marktanteil von 66,3 % den ersten Platz, gefolgt von Süßwaren und Schokolade mit 15,3 % sowie Medizin- und Körperpflegeprodukten mit 11,3 %. Sonstige Bereiche machen 7,1 % des Marktes aus.


3. Aktueller Status der globalen und nationalen Xylitol-Industrie
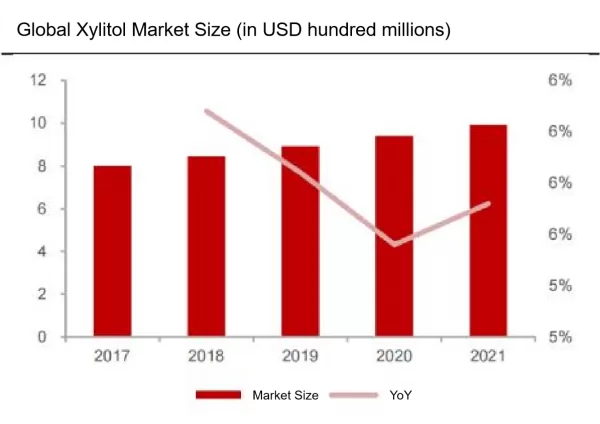
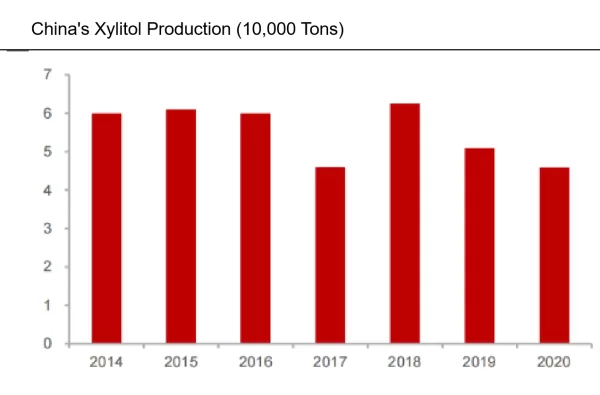
Der globale Xylitol-Markt wächst von Jahr zu Jahr, während die Xylitol-Produktion in China rückläufig ist. Der globale Xylitol-Markt insgesamt verzeichnet einen Aufwärtstrend und stieg von 800 Millionen US-Dollar im Jahr 2017 auf 993 Millionen RMB im Jahr 2021, mit einer 5-Jahres-CAGR von 4,4 %. Die Wachstumsrate des globalen Xylitol-Marktes blieb stabil und verzeichnete von 2018 bis 2021 einen stetigen Anstieg von über 5 % und erreichte 2021 5,53 %. Schätzungen zufolge wird der globale Xylitol-Markt im Jahr 2023 ein Volumen von 1,11 Milliarden US-Dollar erreichen, was auf ein erhebliches Marktpotenzial hindeutet.
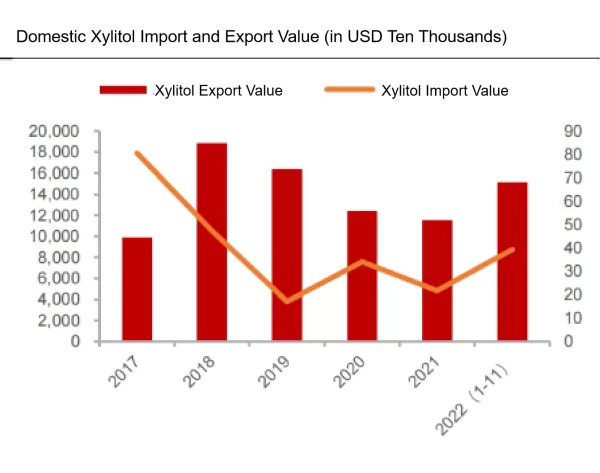
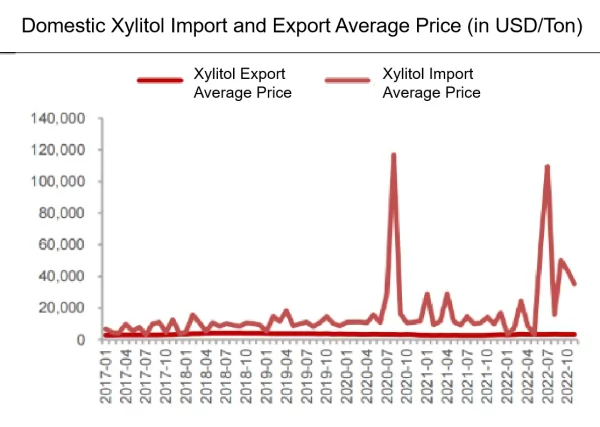
China ist derzeit der weltweit größte Produzent und Exporteur von Xylit. Inländische Xylit-Exporte generieren erhebliche Einnahmen und weisen stabile Exportpreise auf. Die Importmenge an inländischem Xylit ist relativ gering. Die höchste Importmenge lag 2017 bei 805.600 USD, die niedrigste bei nur 171.500 USD im Jahr 2019. Dies ist hauptsächlich auf die starken Schwankungen des Importpreises für Xylit zurückzuführen, der in den Jahren 2020 und 2022 über 100.000 USD/Tonne lag. Zudem ist der Importpreis für Xylit in der Regel höher als der Exportpreis. Der inländische Xylitol-Export generiert mehr Umsatz. Die Exportmengen übersteigen im Allgemeinen 100 Millionen USD und erreichten 2018 188 Millionen USD und im November 2022 150 Millionen USD. Damit liegen sie weit über den 115 Millionen USD, die 2021 exportiert wurden. Der durchschnittliche Exportpreis für inländisches Xylitol liegt stabil bei 3.000 USD/Tonne, was auf relativ stabile Einnahmen aus dem Xylitol-Export hindeutet.
4. Auswahl und Prozesslösungen für die Xylitol-Produktion
Als Reaktion auf den hohen osmotischen Druck von Zuckeralkoholprodukten auf Harze hat Sunresin Technology entwickelt SEPLITE ® Monojet® LSF974 Und SEPLITE ® Monojet® LSF9730 Ionenaustauscherharze mit gleichmäßigen Partikeln zeichnen sich durch gleichmäßige Partikelgröße, hohe Festigkeit und lange Lebensdauer aus. Die gleichmäßige Partikelgröße reduziert zudem den Druckabfall im Harzbett, was zu einer höheren Online-Flüssigkeitsverarbeitungskapazität im Vergleich zu herkömmlichen Harzen wie z. B. führt. SEPLITE ® LSF970 Und SEPLITE ® LSF973 . Das Harz weist außerdem eine geringere Bruchrate und eine bessere Wirkung bei der Entfernung von Verunreinigungen auf, was die Produktionseffizienz erheblich verbessern und die Produktionskosten senken kann.

Darüber hinaus hat Sunresin das kontinuierliche chromatographische Salztrennungsverfahren SSMB und das kontinuierliche Ionenaustauschverfahren entwickelt, um das häufige Problem des hohen Salzgehalts in hydrolysierten Holzzuckern wie Maiskolben und klebrigen Halbfasern zu lösen.
Sequentielles Simulated Moving Bed (SSMB) Kontinuierliches Chromatographieverfahren: Dieses Verfahren dient der Trennung von Zucker und Salz aus Xylosehydrolysat mit hohem Salz- und Pigmentgehalt. Es verwendet ein spezielles Chromatographieharz und ein System, das den Ionenausschlussmechanismus des Harzes nutzt. Der gesamte Prozess benötigt ausschließlich reines Wasser ohne Säure- oder Laugenverbrauch, wodurch über 90 % des Aschegehalts und partieller Pigmente entfernt werden. Dies reduziert die Belastung nachfolgender Ionenaustauschsysteme, senkt den Harzverbrauch und somit den Verbrauch an Regenerationsmitteln.
Der kontinuierliche Ionenaustauschprozess simuliert die Bewegung der Harzsäule durch Ventilanordnungen, um die Harzausnutzung und -effizienz zu verbessern. Bei gleicher Produktionskapazität ist der Harzverbrauch geringer, und mehrstufige Harzsäulen können Material, Regenerationsmittel und Spülwasser wiederholt verwenden, was die Betriebskosten deutlich senkt.
5.kontinuierliche Ionenaustauscher-Anwendung
Um die Leistungsvorteile des Harzes zu maximieren, hat Sunresin ein fortschrittlicheres Gerät für den kontinuierlichen Ionenaustausch entwickelt. Durch die Matrixanordnung selbstgesteuerter Ventile können Harzsäulen schnell umgeschaltet und wiederverwendet werden, wodurch der Materialverbrauch (Säuren, Laugen, Wasser) während des Produktionsprozesses erheblich reduziert wird.
Harz und Anlage können kontinuierlich und mit hoher Auslastung laufen und liefern so unterbrechungsfreies und stabiles Ausgangsmaterial für nachfolgende Prozessabschnitte. Im Vergleich zu herkömmlichen Festbettsystemen kann der Harzverbrauch um 50–80 % und der Regeneriermittelverbrauch um 35–60 % reduziert werden.

Kontaktieren Sie uns









